The original high manganese steel had a carbon content of about 1.2% and a manganese content of about 12%. After more than 100 years of application and development, some improvements have been made to the basic components, but no major changes have been made. The improvement is mainly reflected in the further division of the range of C and Mn content, and more grades have been formed to adapt to castings of different uses and sizes. Many countries have conducted many studies on the addition of alloying elements to high manganese steel. So far, the more mature view is that according to different conditions, appropriate amounts of Mo, Cr, or Ni can be added, but it is by no means added. Alloys are good. Of course, with the advancement of science and technology, there will be new developments in the future.
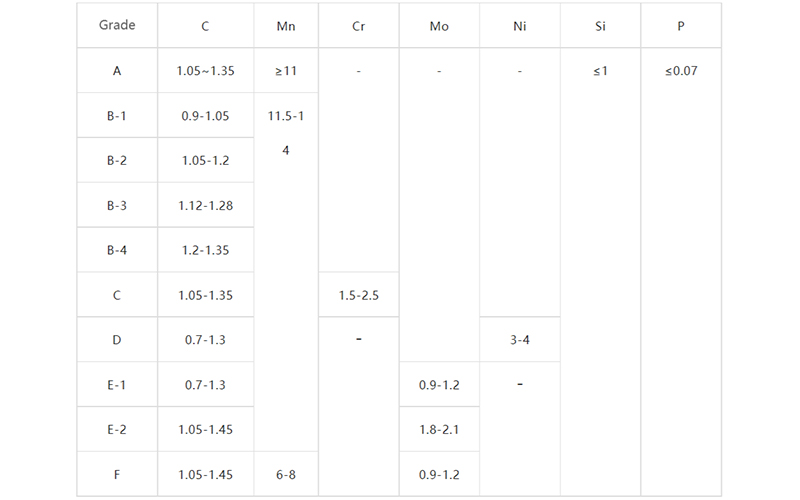
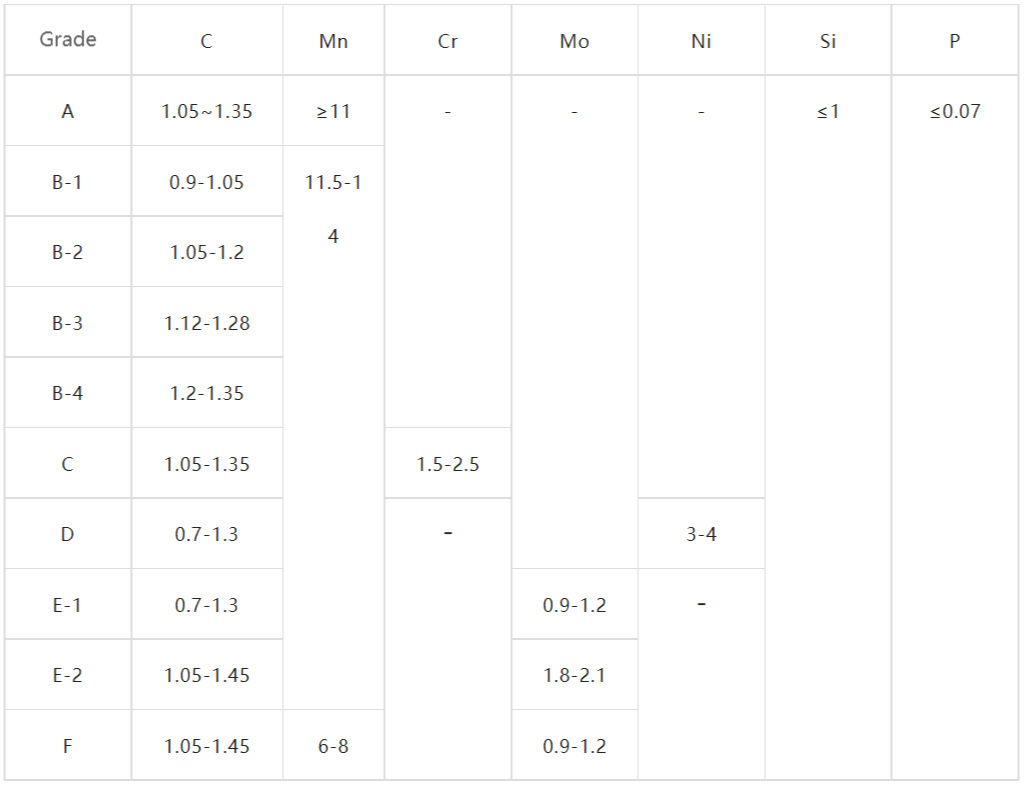
The standard ASTM A128 of the American Society for Testing and Materials on high manganese steel better reflects the current technical level of high manganese steel castings, and its main technical content has been adopted by the international standard ISO13521:199. There are 10 grades specified in ASTM A128, whose chemical composition is shown in the table. The Chinese standard for high manganese steel is GB5680-2010.
1. Carbon and Manganese
High manganese steel is hypereutectoid steel. In the case of the same manganese content, the wear resistance of high manganese steel tends to increase with the increase of carbon content. However, when the carbon content exceeds 1.2%, (Fe, Mn) 3C carbides may precipitate on the grain boundaries, which increases the brittleness of the steel. When the carbon content changes from 0.8 to 1.7, the yield strength of the steel increases gradually with the increase of carbon content, reaches the highest value when the carbon content is 1.2%, and then decreases continuously. The elongation decreases with the increase of carbon content after the carbon content exceeds 1.0%. The main reason for the decrease in tensile strength and elongation is the precipitation of carbides on the grain boundaries. For impact wear-resistant castings, plasticity is also very important, and it is best to keep the carbon content at a high limit that will not seriously damage the plasticity. For general high manganese steel, the carbon content should be controlled at 1.1%~1.25%.
The solidification time of thick and large castings is long, and low-carbon austenite grains are precipitated first, and then the solidified parts are rich in carbon, and the composition segregation is significant. Even if the carbon content is lower than 1.1%, carbides may precipitate on the grain boundaries. Grades with low carbon content (D and E-1) were established to accommodate this type of casting.
Manganese is an element that stabilizes austenite and is also the main alloying element in high manganese steel. Robert Hadfield has done a systematic study on the influence of manganese content (about 1.5%~22%).
The high manganese steel treated by water toughening can obtain a complete austenite structure with a manganese content of 5%~6%, but the mechanical properties of low manganese steel are not good, so it is only used in special working conditions. To make high manganese steel have better mechanical properties, the manganese content should be above 10%.
The manganese content does not have much effect on the yield strength, but the effect on the tensile strength and elongation is not negligible. When the manganese content is below 12%, with the increase of manganese content, the tensile strength and elongation will increase greatly. After exceeding 12%, the growth trend of both tends to be slow. Gradually decline. Therefore, only molybdenum-added and dispersion-hardened steel can increase the manganese content to 14% or higher.
Some technical specifications require that the manganese-carbon ratio of high-manganese steel be equal to 10 or higher. At present, there is no sufficient basis for such a requirement.
2. Silicon
Usually, the purpose of adding silicon to high manganese steel is to fully deoxidize the steel during the smelting process and improve the fluidity of molten steel. The final silicon content rarely exceeds 1%.
The silicon content in high manganese steel is generally less than 2%, and the tensile strength, yield strength, and elongation have no obvious effect, but when the silicon content exceeds 2%, the tensile strength, yield strength, and elongation will all decrease significantly.
Silicon in high manganese steel also reduces the solubility of carbon in austenite, resulting in the precipitation of carbides or pearlite. This effect of silicon can be seen in a cast or heat-treated high manganese steel. To make the wear resistance better, more carbon should be dissolved in the austenite. Based on this, the silicon content in high manganese steel should not be too high, and the silicon content higher than the normal content is harmful and not beneficial.
Generally, the silicon content in high manganese steel is controlled at 0.5-1.0%.
3. Phosphorus and sulfur
Phosphorus is detrimental to the mechanical properties of high manganese steel, especially in thick and large castings due to segregation. Some research work has shown that if the phosphorus content exceeds 0.06%, the high-temperature strength and toughness of the steel will be reduced, and the castings will be prone to hot cracking. It is also reported that the mechanical properties of the steel with a phosphorus content of 0.08% are significantly lower than those of the steel with a phosphorus content of 0.05% for two high-manganese steels with similar chemical compositions and the same heat treatment conditions.
The early high manganese steels brought in a large amount of phosphorus due to the addition of a large amount of ferromanganese, and the dephosphorization operation could not be performed after adding manganese. After the 1960s, the supply of low-phosphorus ferromanganese increased greatly, and the American ASTM standard changed the upper limit of phosphorus content to 0.07%. The phosphorus content should be controlled below 0.06% as far as possible in production.
Sulfur in high manganese steel is not a problem. Because the manganese content is very high, manganese and sulfur combine to form sulfide inclusions, large particles can float into the slag, and small particles remain in the casting in the form of spherical non-metallic inclusions, which have little effect on the performance of the steel. The ASTM standard simply does not limit the sulfur content.
Four, chromium, molybdenum, nickel, copper, and other alloying elements.
So far, most high manganese steels do not add other alloying elements. When there are higher requirements for materials, grades containing chromium, molybdenum, nickel, etc. can be selected.
① Part of molybdenum in high manganese steel is dissolved in austenite, and part of it forms primary carbide when the casting solidifies. Molybdenum dissolved in austenite can effectively inhibit the formation of brittle carbides and pearlite, and improve the yield strength and toughness after water toughening treatment. Molybdenum in primary carbides can change the distribution of carbides from network carbides precipitated along grain boundaries to spherical ones. The steel has high strength and the wear resistance is also improved.
② Adding chromium to high manganese steel is mainly to increase the yield strength, but after adding chromium, the net-like carbides in the austenite grain boundary increase, and the tensile strength and elongation decrease.
Whether adding chromium to high manganese steel can improve the wear resistance of steel has not been confirmed so far. Further research is needed.
③ Adding nickel to high manganese steel can stabilize austenite and effectively inhibit the precipitation of carbide platelets, but it has no strengthening effect on steel. The nickel in high manganese steel helps to keep it non-magnetic, especially the decarburized layer of the casting. Therefore, nickel is mainly used in high-manganese steel which is a non-magnetic material.
④ Vanadium is a strong carbide-forming element, which can form fine carbides, thereby significantly increasing the yield strength of steel, but the toughness and plasticity of steel will be reduced, so it can only be applied to some special working conditions, and the addition amount generally does not exceed 0.5 %.
⑤The role of copper in high manganese steel is similar to that of nickel, which can stabilize austenite. The effect of copper on mechanical properties is still unclear. Studies have pointed out that the solubility of copper in high manganese steel is limited, and the addition of a slightly larger amount can cause embrittlement of the steel.
Similar Articles:
- What is precision casting?
- Process flow of stainless steel precision casting
- Metal forming processes
- Summary of investment casting knowledge
- High manganese steel casting technology